
-
Hervorheben
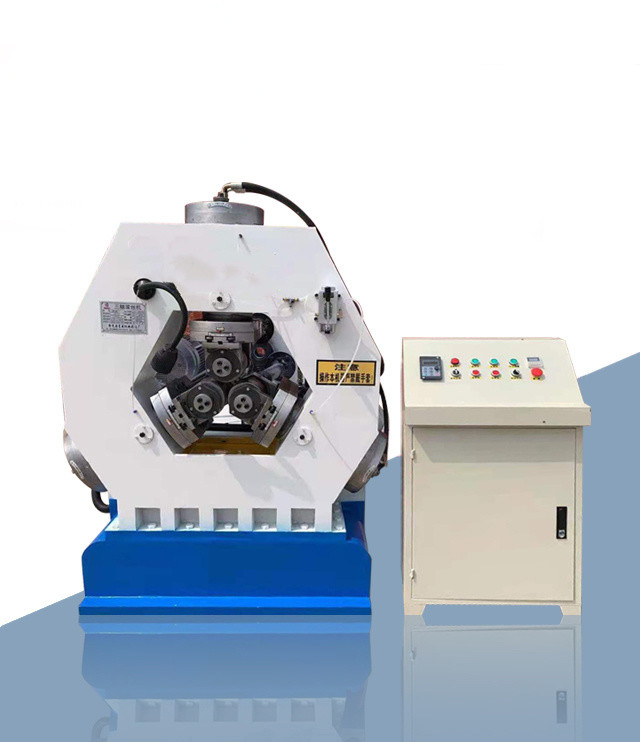
Hydraulische Gewinderollmaschine
,Dreiachsige Gewinderollmaschine
,Gewindeschneiden Rebar-Werkzeugmaschine
-
Garantie12 Monate
-
Besonders angefertigtBesonders angefertigt
-
Vorteileinfach zur Wartung
-
Bedingungneu
-
TransportverpackungHolzetui
-
UrsprungChina
-
HS-Code8463200000
-
Paketgröße pro Einheitsprodukt1950.00cm * 1050.00cm * 1070.00cm
-
Bruttomasse pro Einheitsprodukt50.000kg
-
Versandkostenzu verhandelt werden
-
KundendienstKontakt mit E-Mail, Video, What′ s APP
-
ArtWalzwerk
-
ZertifizierungISO9001, CE
Hydraulische dreiachsige Gewinderollmaschine


Produkt-Beschreibung
Unternehmensinformationen.
Basisdaten.
Verpacken u. Lieferung
Produkt-Beschreibung
Beschreibung:
Die Gewinderollmaschine ist eine mehrfunktionale kalte Verdrängung-Formungswerkzeugmaschine. Die Gewinderollmaschine kann den Faden, das gerade Korn und schiefe das Kornrollen des Werkstückes in einem kalten Zustand innerhalb seines rollenden Druckbereiches verarbeiten; gerade Zähne, schraubenartige Zähne und schraubenartiges Keilgangrollen; Geraderichten, Verringerung, Rollen und verschiedenes Formungsrollen. Die Maschine hat eine sichere und zuverlässige elektrisch-hydraulische Durchführung und ein Kontrollsystem, das erlaubt, dass jeder Arbeitszyklus von drei Modi vorgewählt wird: manuell, halbautomatisch und automatisch.
|
Einzelteil |
Parameter |
||
|
Modell |
ZP28-125 |
Verarbeitung des Durchmessers
|
Ø25-120mm |
|
Hauptantriebsmotor |
15kw |
Rollende Neigung |
1-16mm |
|
Hydraulikmotorstation |
5.5kw-4 |
Geschwindigkeit |
0-50r/min |
|
Rollen-Durchmesser |
Ø125-Ø180mm |
Einheitsqualität |
3500kg |
|
Maße |
2000×1500×1700mm |
||
Eigenschaften:
Gewinderollmaschinecastingstruktur, drei Hydrozylinder sind innerhalb des Rumpfs entworfen, angemessen und stark, mit großer Energie, kann der verarbeitende Faden der hohen Präzision, bequeme Anpassung, Frequenzumsetzungs-Geschwindigkeitsregelung, breiter Einsatzbereich, verschiedene Faden, gewöhnliche Faden, T-förmiger Faden, Nettomuster, gerades Muster, speziell-förmiger Faden, hohler Anker, hohles Hochwinden rollen, kann die hydraulische Verarbeitung wie Formung und Kalandern auf dem Werkstück auch durchführen.

Die Lösung zum Problem ohne Faden oder unordentlichen Faden
Der Drehsinn des rollenden Kopfes ist falsch; die Spezifikation des rollenden Kopfes ist mit der Stahlstange inkonsequent;
Der Auftrag des Positionierungsärmels ist falsch; ob der Auftrag der rollenden Köpfe richtig installiert ist;
Die Rolle und der Positionierungsärmel werden beschädigt;
Abnutzung u. Erneuerung
Die rollenden Räder müssen synchron justiert werden d.h. um die Übereinstimmung der Einrückungen der L- und r-Räder auf der Oberfläche des Werkstückes zu justieren. Wenn die synchrone Anpassung ungenau ist, hat das Werkstück chaotische Zähne, Chips und Aus-vontoleranzzustände. Die Mittelhöhe des Werkstückes ist mit der Mittelhöhe des rollenden Rades in Einklang (niedrigeren 0.01-0.08mm erlaubend). Die allgemein verwendeten Anpassungsmethoden sind:
Nach dem rollenden Rad wird heraus getragen, können die Zähne Grund aus sein, die Anzahl von Zähnen zu verringern, und die Parameter können entsprechend dem oben genannten Prozess wieder berechnet werden, und die Zähne können wieder-geschnitten sein, ein geüberholtes rollendes Rad zu produzieren, das geüberholt werden kann mehrfache Zeiten innerhalb des zulässigen Bereiches des Mittelabstandes der Werkzeugmaschine.

Unternehmensprofil
Shaanxi Zhongtuo Mining Equipment Company wurde im Jahre 2005 in Xi'an, Shaanxi Provinz, es ist eine Außenhandelfirma gegründet, die auf die Forschung, die Entwicklung und die Verkäufe von Sachanlagen auf den Gebieten des Bergbaus, der Brücken, der Pflasterungen und der Tunnels sich spezialisiert.
Zur Zeit sind unsere Kunden alle über Russland, Thailand, Rumänien, Bulgarien, Albanien, Kolumbien, Brasilien, Peru, Uruguay, Saudi-Arabien, Kuwait, Arabische Emirate, Oman, der Türkei, Israel, Kasachstan, Indien und vielen anderen Ländern.

Ungefähr Bescheinigungen:

Hölzerne verpackende Vorteile
Holz hat gutes, die Eigenschaften, Korrosionsbeständigkeit, hochfest abfangend und gute Feuchtigkeitsaufnahmeeigenschaften, und die Holzkiste ist für Einzelteile von verschiedenen Größen passend, die für Lagerung und Transport bequem ist.

Unsere Produkte werden auf der ganzen Welt verkauft. Sie können sich auf den gesamten Prozess unserer Produkte verlassen.