
CER Brückenbau-Maschinen-intelligente Spannung 100-650T hydraulischer Betonungsjack
-
Hervorheben
Betonung von Jack Bridge Construction Machine
,100T hydraulischer Betonungsjack
,650T hydraulischer Betonungsjack
-
MaterialLegierter Stahl, Roheisen, Stahl, Plastik
-
Anschlag200mm
-
Jack Capacit650 KN zu 6000KN
-
FarbeGelb
-
Angewandter Durchmesser von PC Strang und Stahl15.7mm, 15.24mm, 12.7mm, 12.9mm, 9.52mm
-
HS-Code841221000
-
KundendienstSpurhaltung von Anleitung u. von Service
-
GarantieEin Jahr
-
HerkunftsortCHINA
-
MarkennameZHONGTUO
-
ZertifizierungCE ISO
-
Min Bestellmenge1 PC
-
Preisnegotiated
-
Verpackung InformationenHolzetui
-
Lieferzeit7-15 Tage
-
ZahlungsbedingungenL/C, D/A, D/P, T/T, Western Union, MoneyGram
CER Brückenbau-Maschinen-intelligente Spannung 100-650T hydraulischer Betonungsjack



Technischer Parameter der Muti-Strang-Posten-Spannung Jack
| Vorbildliche Spezifikationen | Nominale dehnbare Kraft (KN) | Nominaler Öldruck (Mpa) | Durch-Lochdurchmesser (Millimeter) | Installieren Sie Grenzplattenöffnung (Millimeter) | Befestigung Werkzeug (Millimeter) | Außendurchmessergröße (Millimeter) Durchmesser * Höhe |
| YDC650 | 650 | 48 | 72 | 99 | 95 | 200*385 |
| YDC1000 | 1000 | 50 | 78 | 111 | 111 | 230*385 |
| YDC1500 | 1500 | 52 | 94 | 150 | 150 | 270*390 |
| YDC2000 | 2000 | 53 | 118 | 177 | 177 | 320*400 |
| YDC2500 | 2500 | 52 | 128 | 210 | 185 | 345*400 |
| YDC3000 | 3000 | 52 | 135 | 190 | 185 | 370*400 |
| YDC3500 | 3500 | 51 | 160 | 232 | 232 | 420*400 |
| YDC4000 | 4000 | 52 | 165 | 252 | 252 | 450*410 |
| YDC5000 | 5000 | 52 | 196 | 260 | 265 | 500*410 |
| YDC6500 | 6500 | 53 | 220 | 295 | 235 | 580*420 |
| YDC10000 | 10000 | 50 | 270 | 440 | 415 | 740*570 |
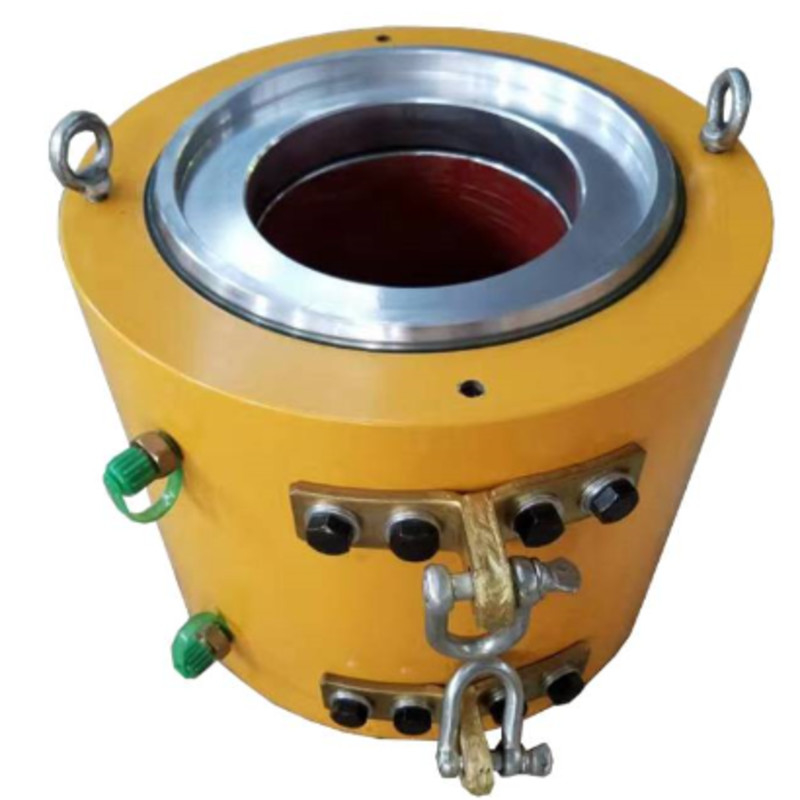
Eigenschaften der Muti-Strang-Nach-Spannung Jack
![]()
Wartung der Muti-Strang-Posten-Spannung Jack
(1) der reservierte Korridor in die Struktur des Stahldrahtes, in den Spannungsanforderungen der Stahlträger herausgestellten Länge als die Nutzlänge von Steckfassung oben 200 - 250mm. , nach dem Schnitt, Stahldraht darf seinen Kopf mit einem Blattschleifer nicht verlieren, ist keine „Feder“, zum der schwierigen Perforierung zu vermeiden.
(2) drücken Abdeckung das Ende des Stahldrahtes der Arbeitsankerplatte, sie zur Ankerplatte und regeln sie am Ende des Ankers
(3) Installation: Installieren Sie vom Ankerklammernclip vor dem Stahlringlohn pro Clipband zusammen, und dann entlang dem Strang wird in das Ankerloch gedrückt, eigenhändig gedrückt, um sich zu bewegen.
(4) Installierung der Begrenzungsplatte: die Abstandplatte bringt das Loch der Ankerplatte entsprechend dem Entwurf der Arbeitsankerplatte zusammen.
![]()
Multi Stränge, die hydraulischen Jack Operating Notices betonen
1. Während des vorgespannten Spannbaus sollte die Spannsteckfassung mit dem Ölmessgerät kalibriert werden.
2. Die vorgespannte Spannausrüstung und das vorgespannte Versetzungswerkzeug sollten entsprechend dem Steckfassungsmodell im Anweisungshandbuch für das versetzte Werkzeug benutzt werden.
3. Bevor die Steckfassung benutzt wird, müssen die Steckfassung, die Ölpumpe und die Öldruckanzeige von der technischen Institution des legalen Maßes kalibriert werden, die wie erforderlich durch die kompetente Abteilung in der Zeit autorisiert wird, und der Korrekturkoeffizient davon wird bestimmt. Die Uhrzahl und die Steckfassungszahl sind zusammen installiert und verwendet.
4. Bevor man spannt sollten der entsprechende Wert der Ölmessgerätlesung des geordneten Ladens und die Spannkraft entsprechend der Korrekturkoeffizientformel berechnet werden.
Unsere Produkte werden auf der ganzen Welt verkauft. Sie können sich auf den gesamten Prozess unserer Produkte verlassen.